 Major customers
Major customers









Definition of etching
Shenzhen Yaodafa Precision Technology Co., Ltd. - Video introduction of etching process
Etching is also known as photochemical etching, which refers to the removal of the protective film of the area to be etched through exposure plate making and development, and contact with chemical solutions during etching to achieve the effect of dissolving corrosion and forming the effect of concave and convex or hollow molding.Etching is a process that uses this principle to customize the processing of metal.
The origin of etching processing technology
The origins of etching technology can be traced back to the 14th century, when metal etching could only be described as a processing technology, and could not rise to the level of craftsmanship, because at that time and for hundreds of years afterward, etching was only determined by the skill level of the processor himself, and not everyone could learn this technology. In the 17th century, due to the invention of strong acids and alkalis with strong etching effects, such as sulfuric acid, hydrochloric acid, hydrofluoric acid, nitric acid, and caustic alkali, etching technology has been invented successively, so that etching technology has a new development.
In the late 17th century, people have begun to use etching processing technology to measure the processing of tool scales, as a tool has been different from the previous processing of artworks, it requires high consistency of its products, which requires etching technology to achieve a certain batch of product quality consistency, which requires a specification to accurately stipulate the requirements of each processing process. In the 20th century, because the technology related to metal etching has been solved successively, and at the same time, after hundreds of years of difficult process of metal etching technology, people have accumulated enough experience, and the theory of etching has been formed on the basis of these experiences. As a result, etching processing is widely adopted from aerospace to general civilian products.
Etching process:
Depending on the type of metal, the process of etching processing is also different, but the general process is as follows: etching processing board → cleaning, degreasing→ washing→ drying→ film or screen printing ink → drying→ exposure graphic → development→→ etching→ film → drying→ inspection → finished product packaging.
1. Cleaning and degreasing and washing process before etching process
The function of degreasing: the purpose of degreasing is to remove the oil scale on the metal surface, as a work that requires metal etching, whether it is processing circuit boards or processing general mechanical parts or decorative workpieces, and whether it is processing aerospace parts or ships and other high-demand workpieces. Some of these workpieces to be machined are to be graphically etched, some are structurally etched, and some are chemically etched on one or both sides of the workpiece as a whole. The surfaces of these workpieces must first be effectively cleaned. An ideal cleaning surface must be one that has been removed from grease, rust barriers, oxide scale, and at the same time has been washed away from various marking symbols and other insoluble foreign substances. The purpose of this cleaning action is to ensure that the adhesion of the corrosion barrier to the metal surface and the etching rate are uniform.
The role of washing: washing is a step that needs to be used in the whole process of metal etching, and it must be washed after each treatment. Purpose of washing:
a. The alkaline or acidic liquid film attached to the surface of the workpiece taken from the alkaline or acidic solution should be washed off and replaced with a clean water film, so as to become a clean surface;
b. When the workpiece is transferred from one process to the next, the solution of the previous process will not be carried to the solution of the next process. Therefore, washing in the process of metal etching is an important process that affects the quality of its products.
The process before the etching process of stainless steel or other etching is a cleaning process, and the main function is to remove dirt, dust, oil stains and so on on the surface of the material. Whether this process is well completed is the key process to ensure that the film or screen printing ink has good adhesion to the metal surface, so it is necessary to completely remove the oil stain and oxide film on the metal etching surface. Degreasing should be based on the oil stain of the workpiece, and it is best to electrolyze the degreasing before the screen printing ink to ensure the effect of degreasing. The deoxidation film should also be selected according to the type of metal and the thickness of the film to ensure that the surface is clean. It should be dried before screen printing, if there is moisture, it will also affect the adhesion of the ink, and affect the effect of subsequent pattern etching or even distortion, affecting the etching effect.
2. Dry film or screen printing ink (photosensitive adhesive)
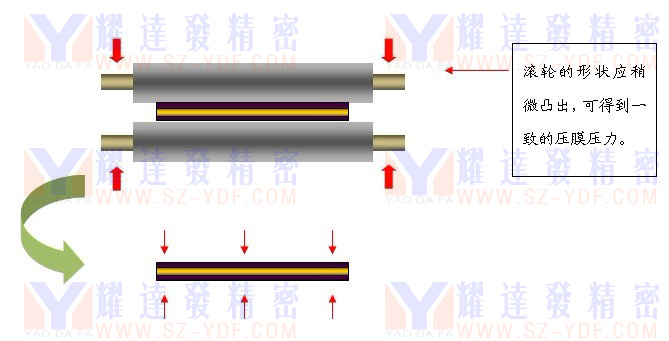
Principle of roller coating shield before etching (application of dry film or screen printing ink)
The rubber roller and the steel wheel are parallel to each other, and rotate inward at a uniform speed, the ink is sprayed from the hose to the steel wheel, and the tightness between the rubber roller and the steel roller is evenly adjusted, so that the ink thickness and uniformity adhered to the rubber roller can be controlled; The steel sheet is pushed forward by the conveyor belt at a uniform speed, and the ink on the rubber roller is evenly transferred to the surface of the steel sheet when it is in proper contact with the rubber roller. In the production of etching anti-etching layer, coating technology is widely used, and the commonly used coating methods include silk screen printing, dip coating, spraying, electrophoretic coating, etc. The surface of the coated anti-corrosion layer should be uniform and complete, without sand holes, white spots, etc., if the anti-corrosion layer is found to have the above-mentioned quality defects, and these defects are near the graphic lines, especially the fine graphic lines, the anti-corrosion layer should be removed and re-coated. After the photosensitive ink sprayed on the workpiece has dried, a quality check is carried out before exposure. The inspection items include no scratches on the surface of the ink, porosity, and the uniformity of the ink rolling, etc., if this requirement is not met, the ink on the entire board surface should be returned and re-rolled.
*The adhesion between the photoresist and the steel sheet is achieved by the flow of the photoresist film along the surface of the steel sheet.
*Heating can reduce the viscosity of the photoresist and increase the fluidity, and the pressure can squeeze the photoresist in the flow state into the surface of the steel sheet. According to the actual product material, thickness and the precise width of the graphic to confirm the use of dry film or wet film screen printing, for different thickness products, when coating the photosensitive adhesive layer, it is necessary to take into account the time of etching processing of the product''''''''s graphics, so as to make a thicker or suitable for a thinner photosensitive adhesive layer, so that the covering performance is good, and the clarity of the pattern processed by metal etching is high.
For filming, the polyethylene film is peeled off from the film, and then the dry resist layer is applied to the stainless steel material under heating and pressurization. The photoresist layer in the dry film becomes soft and increases its fluidity after being heated, and the film lamination process is completed with the help of the pressure of the hot press roller and the action of the adhesive in the photoresist layer. Dry film photoresist is a photosensitive material developed in the early 70s of the 20th century, and has been used for a variety of products with different production needs. Dry film has good process performance, excellent imaging and chemical resistance, and has been widely used in circuit board manufacturing, graphic production and precision parts cutting.
3. Drying of materials and auxiliary materials
After the film or roller coating screen printing ink is completed, the photosensitive adhesive layer needs to be thoroughly dried, and the preparation process is carried out for the exposure process, and the surface needs to be clean, free of adhesion, impurities, etc.
4. Exposure
First, the graphic to be etched is transferred to two identical film films by photopainting, or to two identical glass films by photolithography. The film is then aligned by manual alignment or machine alignment. Then the steel sheet that has been coated with photosensitive ink or pasted with photosensitive dry film is placed in the middle of the film, and it can be exposed after vacuum inhalation. When exposed, the steel sheet corresponding to the black part of the film is not sensitized, and the steel sheet corresponding to the white part of the film is sensitized, and the ink or dry film at the sensitive part of the steel sheet undergoes a polymerization reaction. Finally, after the developer, the photosensitive ink or dry film on the steel sheet is not dissolved by the developer, and the non-photosensitive ink or dry film is dissolved and removed in the developer, so that the pattern to be etched is transferred to the steel sheet through exposure.
Under the irradiation of ultraviolet light, the photoinitiator absorbs light energy and decomposes into free radicals, which then initiate the polymerization monomer for polymerization and cross-linking reaction, and form a body-shaped macromolecular structure insoluble in dilute alkali solution after the reaction. Exposure is generally carried out in an automatic surface exposure machine, and the current exposure machine is divided into two types: air cooling and water cooling according to the cooling method of the light source. In addition to the performance of dry film photoresists, the selection of light source, the control of exposure time (exposure), and the quality of photographic negatives are all important factors affecting the quality of exposure imaging.
When the exposure is insufficient, due to the incomplete polymerization of the monomer, in the process of development, the adhesive film dissolves and softens, the lines are not clear, the color is dull, and even degumming, and the film warps, seeps and even falls off during the etching process; When overexposed, it will cause problems such as difficult development, brittle adhesive film, and residual glue. Exposure will create a deviation in the width of the image line, and excessive exposure will make the graphic lines thinner and the lines of the product thicker. The appropriate exposure time is determined according to the brightness of the dry film after development, whether the image is clear, and whether the image linewidth is consistent with the original negative. This process is an important process for etching, and the amount of exposure energy is considered according to the thickness and precision of the material of the product. This is also the embodiment of the technical ability of an etching processing enterprise. The exposure process determines whether etching can be guaranteed to have good dimensional control accuracy and other requirements.
5. Development
After the surface photosensitive adhesive layer of the etching plate is exposed, the graphic adhesive layer is cured after light, and then the unwanted parts of the graphic that need to be corroded are exposed. The development process also determines whether the final size of the product can meet the requirements. In this process, the unwanted adhesive layer covering the product will be completely removed.
6. Etching or corrosion process
The most critical process is the completion of the pre-production process. Chemical etching is performed. This process is a critical step that determines whether the final product is qualified or not. The whole process involves the concentration, temperature, pressure, speed and other parameters of the etching solution, and the quality of the product needs to be determined by these parameters.
Etching processing speed and amount of side etching
In etching, there are two most critical and at the same time the most important parameters.
The faster the etching speed, the shorter the etching cycle, the higher the production efficiency, and the lower the production efficiency. However, the faster the etching speed is not always better:
1. The faster the etching speed, the greater the etching amount of the metal in a unit time, the increase of heat production, and the rapid change of the temperature of the corrosion solution, which is not conducive to the constant etching speed;
2. The etching speed is too fast, and it is not easy to control the processing of parts with very accurate depth requirements;
3. The faster the etching speed, the lower the quality of the metal surface after etching, which obviously affects the smoothness and gloss of the etching surface;
4. High etching speed often requires high concentration of corrosive agent, highly corrosive chemical reagent, high etching temperature, etc. One of these factors increases the cost of corrosive agents, and at the same time, the requirements for the corrosion layer increase, and the cost increases.
In addition, high concentrations of corrosive agents and high etching temperatures will increase environmental pollution and harm to operators. In practical applications, for those parts with a large etching amount, the method of "fast first and then slow" can be adopted. The so-called "fast first and then slow" is to first use the corrosion liquid with faster etching speed for a while, when the etching depth is close to the design required value, and then change to the corrosion liquid with slower etching speed for precision etching, although this increases the process, but shortens the processing time, and at the same time ensures the etching accuracy and surface gloss. As for the determination of fast etching time, it needs to be determined according to the processing requirements of the parts, and it is generally advisable to choose 80%-90% of the total etching amount.
Calculation of etching processing time
In the etching process, the parts or parts that have been made of graphic anti-etching layer are placed in the corrosion liquid for etching, and etched until the metal thickness reaches the required level or the graphic depth reaches the required level. There are three variables throughout the etching process, namely: etch depth, etch speed, and etch time. The relationship between the three is as follows:
V=h/t
where: V is the etching speed (mm/min), and the chemical etching speed referred to here refers to the etching speed of one side; h is etched Shenzhen (mm); t is the etching time (min)
This formula is the basic formula for calculating etching depth and etching speed. For the chemical etching of the whole or molding, and the etching of hollow graphics and texts, the two sides are often carried out at the same time. The speed of this double-sided etching process is 1 times faster than the speed of etching processing carried out on only one side, and there are many factors that affect the etching processing speed in the case of a certain metal material, the most important of which is the type, concentration and etching temperature of the etching agent. If the concentration of etching agent and the etching conditions are constant, the characteristics of the material and the state of heat treatment also have a great impact on the speed of etching.
7. Strip the film
Decoating principle: through a higher concentration of NaOH (1-4%), it is heated to about 50 °C, NaOH has strong corrosiveness, and it reacts chemically with the photosensitive material on the surface of the steel sheet, and peels off the photosensitive material that protects the surface of the steel sheet. After etching, the surface of the product is still covered with a layer of photosensitive adhesive. In this process, the photosensitive adhesive layer on the surface of the product after etching is removed from the film. Since the photosensitive adhesive layer is an acidic substance, most of them use the acid-base neutralization method for bulking, and the photosensitive adhesive layer on the surface is removed after overflow water washing and ultrasonic cleaning. This process mainly prevents the residue of photosensitive adhesive.
8. After the film is returned, all that remains is to inspect and pack. The size inspection ensures that no defective products can be leaked to the customer.
Some common characteristics of etching are described
About the mold opening and cost of etching processing The relatively low cost of mold opening ranges from 200-1000 yuan under ordinary circumstances (special glass masks will be more expensive). The time to update the design is fast, and the design can be updated and the template can be completed in one day at the earliest, and the cost is small.
Etching development cycle for new products New product development for the etching process can be more flexible and cost-effective. Designers can communicate with us in advance when developing new products, so that they can avoid some design defects through discussion between both parties. For example: the thickness of the material designed, the processing control accuracy of the design, the smallest hole that can be etched, the smallest gap, etc. Designs can be sent in advance
Email: ly@sz-ydf.com have a pre-discussion. Or call Mr. Liu at 135 3425 7051
Some special functions that can be realized: etching processing can achieve stamping, cutting or CNC can not achieve the concave and convex effect: such as some LOGO, brand logo, etc., and the three-dimensional sense is strong, the pattern is arbitrary, and the fineness is high
Some general controllable accuracy: according to the material and thickness of the material, the processing accuracy of our factory can be converted into about 10% of the thickness of the material, such as 0.1mm thick stainless steel, and the controllable accuracy is +/-0.01mm
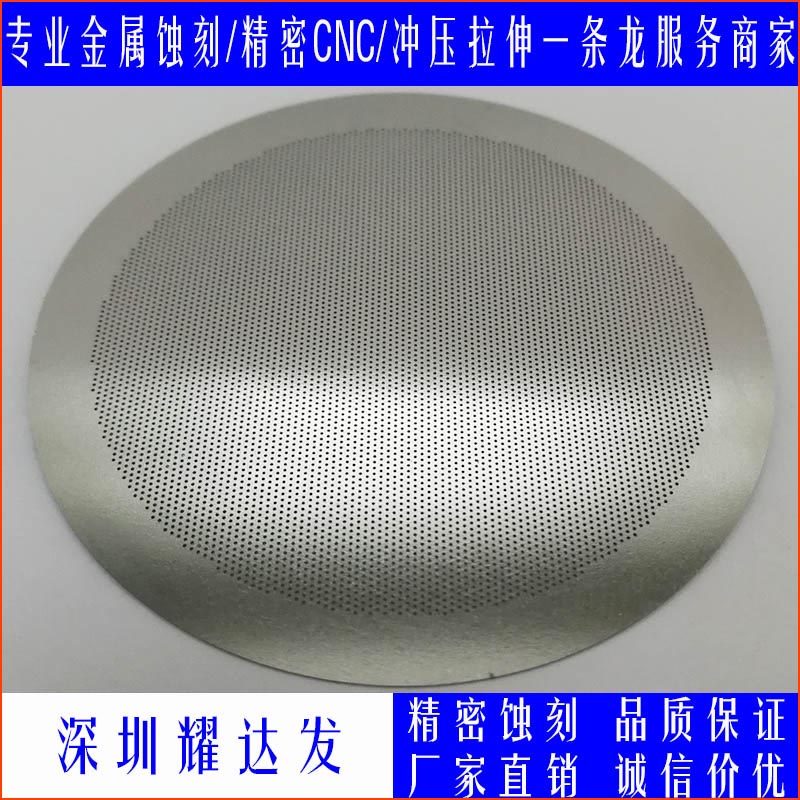
1. The production of precision metal parts: the etching process is applied to the processing of special metal parts, which can well solve the manufacturing of complex shapes. Because the controllable precision tolerance of the processed parts can meet high requirements, it is currently widely used in automobiles, new energy, precision hardware, aerospace, household appliances, precision digital products, identification and signage, medical equipment, engineering physics, laboratory manufacturing, consumer electronics, precision filtration and other industries. It can achieve the effect and accuracy that other machining processes such as: wire cutting, stamping, EDM, and CNC cannot achieve.
What should I pay attention to in the production process of etching?
(1) If there is an emergency treatment, such as a sudden power failure in production, the medicine tank should be opened immediately to take out the plate, and excessive etching should be avoided, such as the conveyor belt blocking plate, immediately close the spray, open the medicine tank and take out the plate.
(2) The human link is very important, the environmental conditions of the etching process are relatively harsh, especially the ammonia gas is very pungent and smelly, and to adjust the etching process, it is necessary to "mingle" with the etching machine, and the etching parameters are not easy to maintain stability. Especially when the plate enters the etching cylinder, it may come out as a waste product and you can''''''''t find the reason.
(3) Attention should be paid to the safety of etching, and gas masks or masks should be worn when manually adding potions to prevent accidents, especially the smell of ammonia, which is harmful to the human body if inhaled in large quantities.
(4) Keep a sufficient amount of mother liquor, store enough mother liquor for a tank of potion, the extraction of mother liquor is also very important, should be extracted when the proportion of each content of the potion is in the best state, once the potion is abnormal and difficult to regulate, the spare mother liquor will play a key role. From this point of view, etching operations should not be changed frequently.
(5) The etching process prevents excessive volatilization of ammonia. During the etching process, ammonia and ammonium chloride need to be continuously replenished with the dissolution of copper. The volatility of nitrogen is very large, and usually the pumping should not be turned too large when making plates, so as not to volatilize too quickly. The consumption of the potion increases, and when the plate is not made, you must remember to close the valve such as the extraction, so as not to volatilize and waste the ammonia in vain. Shenzhen Yaodafa Precision focuses on etching processing services ly@sz-ydf.com

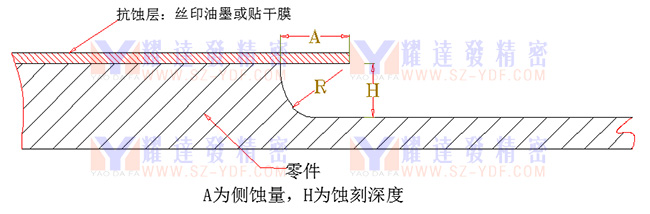
Etching processing Figure 3
3. Dehairing: Etching can remove hairing on the surface or edge of the part. Because it is through chemical erosion, some fine hairs are removed through corrosion to achieve a smooth edge of the product. It is mainly used in the electron, solar zero domain, which can avoid major defects due to the sharp hairy edge that causes the breakdown of discharge.
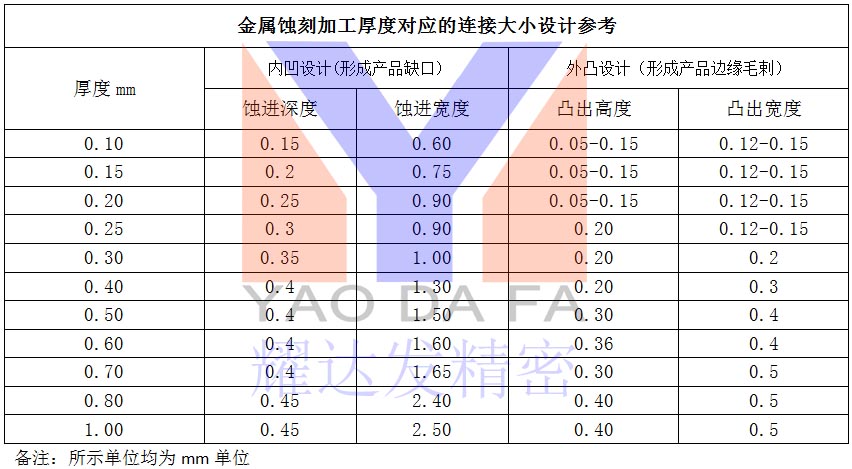
Metal etching product connection point design reference
Shenzhen Yaodafa Precision Technology Co., Ltd
Address:203, Building 13, Dawangshan Second Industrial Park, Shajing Street, Bao''''''''an District, Shenzhen , China
Direct line: Mr. Liu 135 3425 7051 (same as WeChat) E-mail: ly@sz-ydf.com
Company website: www.sz-ydf.com



